





冷却塔防腐脱硫技术
大气污染是企业发展的障碍。失败的脱硫项目要想通过整改达到理想的效果是不可能的,因为被它先天性的技术缺陷所注定了。解决了环保问题,就是拓舒了企业发展的道路。
XYDS脱硫除尘技术之所以对所有承建项目都能一次成功,是因其解决了以下六个关键技术问题:1、设备不腐蚀。2、确保治理效果低于排放标准。3、烟囱排烟不冒水。4、不堵塞。5、不影响锅炉生产。6、被吸收的二氧化硫(SO2)不再释放,不产生二次污染。
工艺
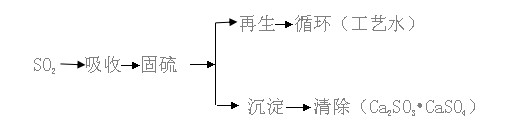
以氢氧化钠(NaOH)作为基液吸收SO2,用石灰(CaO)固硫的同时再生NaOH循环使用。其优点是:NaOH吸收SO2为化学快速反应,速率快,效果好,而且可以再生使用,废水不排放。CaO固硫使被吸收的SO2不再释放,把有毒的SO2气体吸收并生成无毒无害的固体化合物(脱硫石膏Ca2SO3•CaSO4↓)在水中全部沉淀。
双碱工艺理论科学性强,是一套完整的脱硫技术。同时,双碱工艺可利用进一步脱氮。
氮氧化物(NOx)的特性不像SO2易溶于水而且更容易被碱溶液吸收。烟气中的NO约占90%,它对于水或碱溶液不吸收,必须经过氧化转化后才能被NaOH溶液吸收。除被NaOH吸收外,也同时被Na2SO3吸收,其吸收条件正好符合我司的双碱工艺。可谓一举两得,达到脱硫、脱硝和除尘的目的。
治理装置
由于治理过程产生强腐蚀介质,致使治理设备严重腐蚀破坏,是直接导致脱硫项目失败的原因之一。本技术采用优质花岗岩作为制造治理设备的材料,具有耐腐耐磨等极其优良的性能。
治理装置构造设计将烟气进行全覆盖多次序治理,反复除尘,反复吸收(SO2)、及时固硫,气液分离,脱水去雾等融于一塔一步法治理。SO2烟尘达到低于排放标准。净化后排烟温度≥60℃。
Ⅲ型装置可同时将烟气中NOx、SO2和烟尘这三种污染物用一塔一步法治理达标排放。
产品特点
—治理效果好
—不腐蚀
—烟气排空不带水
—不影响锅炉(炉窑)燃烧
—工艺(废水)再生使用效率高
—不堵塞
—长期高效运行性能稳定可靠
—使用寿命长(装置本体超过二十年)
—被吸收的不再释放,不产生二次污染,达到治理目的
—操作管理方便
我公司研制开发的HD-LT系列涂料,是冷却塔专用的防腐、防潮涂料。该系列涂料是由改性环氧树脂底漆与聚氨酯面漆组成。底漆为改性环氧树脂、颜填料、防潮剂、促进剂等组成。面漆是以聚氨酯合成树脂为基料、着色颜料、固化剂等组成。成膜后具有优越的耐候老化性、抗冻融性、耐热、耐酸碱、良好的抗裂性,抗腐蚀,防霉菌,漆膜附着力强。
【适用范围】
1、电厂冷却塔
2、石油、化工、冶金等行业循环水,污水处理系统,地下室的防水。也适用于环保、建筑等钢结构设备和混凝土基础的保护。
【性能特点】
冷却塔防腐涂料性能:具有粘度低,渗透性好,可渗透到砼内部铆实混凝土毛细孔的特点。具有优异的抗具有防渗、防水、防腐作用;涂层具有良好的附着力、耐磨性、柔韧性,涂层具有优异的耐水、耐碱、耐油、耐盐及耐其它介质的性能。
涂层表面平整、光亮、饱满、具有瓷釉感耐磨、弹性好、附着力强、绝缘性好、硬度好、光泽高等。化学性能:耐腐蚀,户外耐久性、耐候性好等。
【使用说明】
1、基面要求:混凝土表面含水率应低于8%,打磨除去混凝土表面松动层。凹陷或裂缝处应修补后涂装。
2、施工条件:环境温度10℃-35℃,相对湿度85%以下;露天作业时,雨、雪、风沙等恶劣天气,严禁涂装。
3、涂料配制:使用前将组份 A 搅拌均匀后,按比例加入组份 B 再混合搅拌均匀,熟化15min即可施工。施工粘度用专用稀释剂调节,最大用量不超过10%。混合后的涂料在适用期内(6小时)用完。
4、干燥时间:表干≤2h ;实干≤24h。
5、施工方法:高压无气喷涂、有气喷涂、滚涂和刷涂。
6、涂料用量:在干膜厚度40um的条件下,理论用量为10.2 m2/kg。实际用量会因不同因素影响而不同,如涂装方法、施工环境、被涂物结构及表面平整性等,通常比理论用量多30%-80%。
【施工方法】
表面处理
1、水泥结构表面,需除油、除尘、除一切表面污染物等,喷砂或高压水枪处理。
2、钢铁表面,需喷砂处理达到 Sa2.5 级或人工除锈或机械打磨达 St3级。
3、将错台、棱角等所有影响涂漆或涂刷不到的缺陷用动力工具打磨处理。
喷涂
1、预涂装
2、在进行喷涂之前,检查是否有喷涂不易达到的部位,如有,则需要用刷涂的方法对其进行预先的涂装,以保证所有的混凝土表面都涂到涂料,且涂膜厚度大体一致。
3、喷涂、辊涂或刷涂
建议采用无气喷涂进行施工。
在风速超过2级时不宜进行喷涂,否则涂料浪费严重而且易造成干喷,涂料不成连续的涂膜、涂膜无光泽。喷枪离基材表面距离以350~450mm为宜。避免距离过近造成橘皮,流挂、过厚或过远造成成膜不连续、粗糙、漆雾和涂料的极度浪费。在后道工序施工之前,应确认其涂装间隔时间满足技术要求。
【注意事项】
1、涂料必须按规定的比例现配现用,在使用期内用完。
2、本涂料属易燃品,必须远离热源,隔绝火源。工作现场不许吸烟。施工场所应通风良好。
3、防止皮肤和眼睛接触油漆(使用工作服、手套、护目镜、面罩及保护油等),若油漆接触皮肤,应用清水和肥皂或适当的工业清洗剂彻底清洗。如眼睛受到污染,用清水清洗 10 分钟以上,并立即就医。
4、涂刷完毕后进行7-8天(至少5天)的固化时间。