





热喷涂技术
热喷涂概述
热喷涂技术起始于上世纪初,一九一三年,瑞士人 M.U. Schoop发明。起初,只是将熔化的金属用压缩空气形成液流,喷到被涂敷的基体表面上,形成一层膜状组织。其喷涂温度、熔滴对基体表面的冲击速度及形成涂层的材料的性能构成了喷涂技术的核心。热喷涂技术的整个发展,基本上是沿着这三支主导线向前推进的。温度和速度取决于不同的热源和设备结构。从某种意义上说,温度越高、速度越快,越有利于形成优异的涂层,这就导致了温度和速度两种要素在整个技术发展过程中的竞争与协调的局面。繁多的喷涂材料的可选择性,是热喷涂指数的另一种优势,它可以使不同设备的工作面被“点铁成金、戴盔穿甲”。正是这三种要素,使热喷涂成为真正具有叠加效果的独特技术,它可以设计出所需的各种各样性能的表面,获得从一般机械维修,直到航天和生物工程等高技术领域广泛的应用
热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
热喷涂原理
1.热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
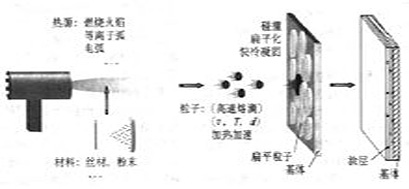
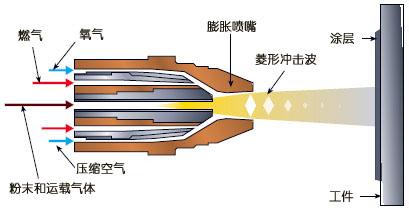
2.热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3.定 义 :热喷涂,是将熔融状态的喷涂材料,通过高速气流使其雾化喷射在零件表面上,形成喷涂层的一种金属表面加工方法。我们把特殊的工作表面叫 “涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4.用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
5.热喷涂材料 :喷涂粉末在整个热喷材料中占据十分重要的地位。热喷涂合金粉末包括镍基、铁基和钴基合金粉,按不同的涂层硬度,分别应用于机械零部件的修理和防护。
技术特点
1.基体材料不受限制,可以是金属和非金属,可以在各种基体材料上喷涂;
2.可喷涂的涂层材料极为广泛,热喷涂技术可用来喷涂几乎所有的固体工程材料,如硬质合金、陶瓷、金属、石墨等;
3.喷涂过程中基体材料温升小,不产生应力和变形;
4.操作工艺灵活方便,不受工件形状限制,施工方便;
5.涂层厚度可以从0.01至几毫米或十几毫米;
6.涂层性能多种多样,可以形成耐磨、耐蚀、隔热、抗氧化、绝缘、导电、防辐射等具有各种特殊功能的涂层;
7.适应性强及经济效益好等优点。