






自动化感应重熔工装设备
型号:
自动化感应重熔工装设备



自动化感应重熔工装设备
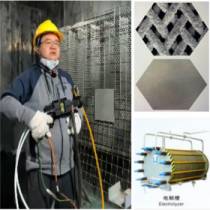
感应重熔原理:
采用专用喷涂枪将合金粉末喷涂到工件表面,然后再进行重熔(火焰或者感应)处理使涂层与本基体形成冶金结合,实现涂层的耐磨损、耐高温、抗氧化、耐腐蚀等工艺性能

.jpg)
方案一

.jpg)
HVOF 火焰喷涂自动重熔集成装置及其使用方法,
包括旋转床体和设置于旋转床体前的移动滑架;所述旋转床体的两端分别设置有用于定位工件的旋转卡盘和尾座顶尖,使工件的前端安装于旋转卡盘上,末端安装于尾座顶尖上;旋转床体上表面安装有用于托住工件轴头的托架,使工件能够以轴线为中心稳定旋转;所述的移动滑架上设置有喷粉装置、重熔装置和温控装置。自动重熔集成装置及其使用方法,保证了系统可靠性,有效减少由于人工误差而引起的产品维修、报废等;同时由于采用自动控制系统,减少了劳动作业强度,降低产品的报废率,提高生产效率。
.jpg)
1----定位工件的旋转卡盘
2----旋转床体
3---¾上表面安装有用于托住工件轴头的托架
4----末端安装于尾座顶尖
5----移动滑架
6----设置有喷粉装置
7----重熔装置
8----温控装置 ( 包括红外激光传感器和设置于红外激光传感器四周的冷却系统。)
9----前端安装有重熔圈
10---测温孔
11---上环
12---下环
1. 一种HVOF 火焰喷涂自动重熔集成装置,其特征在于包括旋转床体(2)和设置于旋转床体 ⑵前的移动滑架⑸; 所述旋转床体(2)的两端分别设置有用于定位工件的旋转卡盘(1)和尾座顶尖(4),使 工件的前端安装于旋转卡盘(1)上,末端安装于尾座顶尖(4)上; 所述旋转床体(¾上表面安装有用于托住工件轴头的托架(3),使工件能够以轴线为中 心稳定旋转; 所述的移动滑架(5)上设置有喷粉装置(6)、重熔装置(7)和温控装置(8),并且使喷粉 装置⑹、重熔装置⑺和温控装置⑻能够相对工件的轴线方向,前后往复移动; 所述喷粉装置(6)的喷出端位于所述工件外侧,所述重熔装置(7)的前端安装有重熔圈 ⑼, 所述的重熔圈⑼包括测温孔(10)、上环(11)和下环(12); 所述的上环(11)和下环(12)相对设置于所述工件外侧,并且在温控装置(8) —侧的上 环(11)和下环(12)结合处设置测温孔(10); 温控装置⑻包括红外激光传感器和设置于红外激光传感器四周的冷却系统。
2. HVOF火焰喷涂自动重熔集成装置,其特征在于:移动滑架上设置有用于控制喷粉装置(6)、重熔装置(7)和温控装置⑻移动 的行走电机(14),所述行走电机(14)和温控装置连接有PLC控制系统(15),所述的PLC控制 系统(15)内设置有智能电子自动流量阀。
3. 根据要求1或2所述的火焰喷涂自动重熔集成装置,其特征在于: 所述重熔装置⑺包括重熔圈⑼和用于支撑重熔圈⑼的工装;所述的重熔圈⑼通过 固定销(13)支撑于移动滑架(5)上。
4. 要求3所述的火焰喷涂自动重熔集成装置的使用方法,其特征在于包 括以下步骤: 重熔前安装,将待喷涂工件的一端安装在旋转卡盘(1)上,另一端安装在尾座顶尖(4) 上; 重熔时,温控装置(8)中的测温元件会通过红外感应透过重熔圈(9)的测温孔(10),测 量重熔过程中焰流的温度,并将温度反馈到PLC控制系统(15)中; PLC控制系统(15)中计算重熔温度,并与设定值进行对比,超出误差范围后,会及时调 整行走速度,通过行走速度的调整来保证重熔温度的准确性。
5. 要求4所述的使用方法,其特征在于: 所述火焰喷焊自动重熔集成装置的工作参数:工件直径:® 100〜300 ;工件长度:< 3000mm;工件转速:0〜60r/min;喷焊机头移动速度:〇〜600mm/min;重熔圈移动速度:〇〜 600mm/min;重熔圈移动定位精度:±0.5mm;最高加热温度:1650°C;温度控制精度:±〇.1 °C ;丙烷流量:0〜800L/min;氧气流量:0〜700L/min;丙烷流量控制精度:±0.5L/min;氧气 流量控制精度:±0.5L/min。
6. 要求4所述的使用方法,其特征在于: 重熔过程中,智能电子自动流量阀根据开关半环或全环数量自动调整氧气、丙烷流量, PLC控制系统(15)通过计算氧气与丙烷配比,调整两种气体流量,实现两种气体配比稳定, 最终实现加热均匀。
7. 要求4所述的使用方法,其特征在于: 重熔环程序保护,重熔圈(9)的上环(11)和下环(I2)中任何一环的丙焼电磁阀没有开 启或流量达不到工艺要求时,氧气电磁阀无法打开; 关闭重熔圈上环(11)和下环(1¾时,氧气电磁阀不立刻进行关闭;系统程序先执行智 能电子自动流量阀逐渐关闭氧气流量,当流量等于〇L/min时氧气电磁阀自动关闭。
8. 要求4所述的使用方法,其特征在于: 所述温控装置⑻通过红外激光传感器将工件高温温度数据采集到PLC控制系统的PLC 温控处理中心,PLC控制系统根据采集数据进行软件编程滤波,并进行平均计算分析,与工 艺要求温度数据值进行计算比较,根据比较结果进行高、中、低三级加减速输出模拟量,输 出模拟量控制重熔圈的移动速度,从而达到闭环控制温度均衡; 此温度算法采用三级加速,与三级减速建立闭环微调与闭环快速调整进行温度控制, 温控区域根据实际工作中采集所需温度平衡值进行闭环控制,整套温控程序模块控制重熔 圈的移动速度。
-
型号:
-
型号:
-

型号:
-
型号: SX-80