





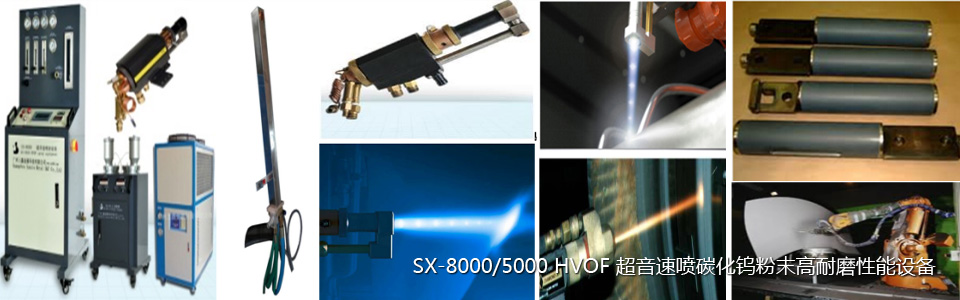
稀土材料烧结的石墨周皿喷涂氧化锆涂层生产线
![]()
基材和用途说明:舟皿是合金型材在烧结炉烧结时的载体。其基材为石墨,在烧结时会与合金型材烧结一起,合金型材难取下。需在舟皿与合金型材之间涂粘一层不粘,耐烧的物质。
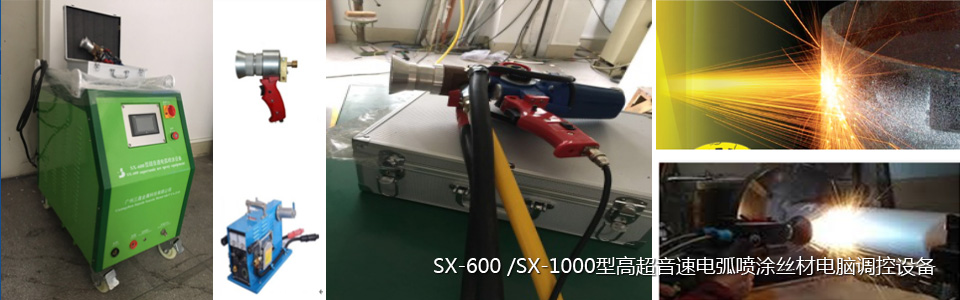
设备简介:SX-80等离子喷涂设备可在舟皿表层喷涂一层氧化锆粉末涂层,其耐烧结,不粘合金型材,可重复多次使用的涂层。本设备是广州三鑫金属科技有限公司生产,采用进口SG-100等离子喷枪。设备额定功率80KW,采用氩气+氢气为工作气体。
舟皿的前处理工艺:舟皿其基材为石墨,比较软。要在上面喷涂一层氧化锆粉末涂层,使涂层的结合力好,牢固不脱落,需进行喷砂处理。砂需选取60~70目钢玉砂。采用自吸式喷砂枪进行喷砂处理。喷砂压力0.5~0.6MPa。喷砂时间以均匀打完舟皿V槽表面为准。舟皿V槽表面要处理粗糙,均匀为宜,不能损坏舟皿。砂为循环使用,当砂变小不能满足表面处理效果时,应更换砂。
舟皿的喷涂工艺:对已进行喷砂处理的300X300X48槽,300X440X12槽,300X440X20槽舟皿进行喷涂。其喷涂参数为以下:电压35~40V,电流630~645A,主气25~33L/min, 氢气2~3L/min,送粉气5~8L/min.送粉电压6.5~8.0每个舟皿的上粉量为20g~25g。
舟皿的喷涂打底工艺:对喷涂完成的舟皿进行烧结使用,重复次数均能达到20次以上。如不能达到重复使用20次的。可在喷涂氧化锆前进行打底喷涂,打底材料为钼粉。钼粉的喷涂参数如下:电压33~37V,电流540~620A,主气24~29L/min, 氢气1~2L/min,送粉气5~8L/min.送粉电压6.3~7.5V。
舟皿重复使用次数能达到20次以上,不需要进行打底喷涂。
全套设计方案:SX-80等离子喷涂设备喷涂氧化锆陶瓷涂层耐高温,自动化智能舟皿喷涂机架 (适合同时装夹厚度不同 2 种 舟皿规格 300 x 300mm 和 300 x 440mm 槽舟石墨舟皿)喷涂机架滑动轨道(8 米),自动喷涂六轴机械手(1820A),全自动喷砂柜(喷砂柜+小型除尘设备)环保隔音喷涂房(3.1 米*2.8 米*2.5 米)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

>> 上一条: 制氢镍网电解槽涂层 新能源
>> 下一条: 硅钙板压滚喷涂碳化钨涂层耐磨防腐蚀